
The product shown in Figure 1 is the oil sump of our company's newly developed EA111 engine. Dimensions: 420mm × 220mm × 180mm, wall thickness 3.0mm, weight 2.3kg, the material is aluminum alloy AlSi10Mg. The oil sump is installed at the bottom of the engine and requires sufficient strength, toughness and tightness. The pattern requires that the porosity of the entire part be less than 4%, the elongation at the bottom is A5 ≥ 7%, and it cannot leak under the pressure of 105Pa.
figure 1
<br> <br> pan process flow increases due to this bottom pan special requirements A5≥7% elongation than other aluminum die casting, heat treatment must therefore be taken, the following process:
Smelting→Die Casting→De-gateing→heat treatment→cleaning flashing→cutting processing→assembly sealing inspection→cleaning→packaging.
Technological innovation
Normally produced die-casting parts, elongation A5≈1%~3%, hardness not less than 80HB, because the oil sump is at the bottom of the engine, it will often be impacted during the running of the car, causing cracks at the bottom of the oil sump. . This requires a certain elongation (A5 ≥ 7%) and hardness (60 ~ 65 HB) at the bottom of the oil pan, so it is necessary to perform local heat treatment softening on the bottom to improve the ductility, while the rest remains. The original hardness is unchanged (hardness is not less than 80HB). This involves a new technology - oil pan heat treatment softening technology, that is, local high frequency quenching of the bottom of the oil pan.
Our company purchases special oil pan heat treatment equipment imported from Germany (Fig. 2), including MW25 inverter, SPS control box, cooling cycle device, and mounting table with temperature regulator and induction plate. The aluminum alloy is melted and die-cast at 640 to 670 °C. After the die-casting, the robot removes the workpiece, cools it to room temperature, removes the gate, and places it on the induction plate of the heat treatment equipment. After clamping the workpiece, it is softened by heat treatment.
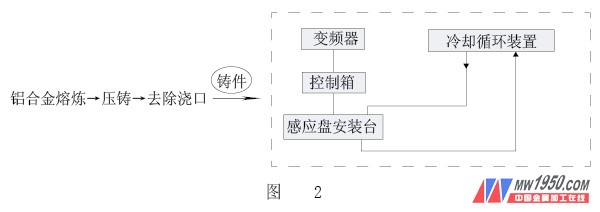
figure 2
Heat treatment process and test after heat treatment
1. Heat treatment process As shown in Fig. 3, the workpiece at room temperature is heated for 40 s, the temperature at the bottom of the oil pan is 500 ° C, and it is naturally cooled in the air after being kept at 500 ° C for 120 s. The whole process is about 3 minutes. After the process parameters are set in the control box, the production is automatically cycled.
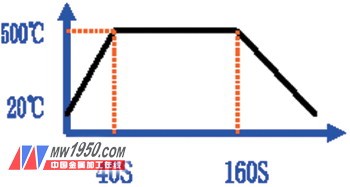
image 3
2. Three tests are required after heat treatment. (1) The test piece is taken at the position 1, 2, and 3 in the heat treatment area as shown in Figure 4. The tensile test is performed on the tensile tester. The elongation requirement of the project is A5 ≥ 7%. .
Actual test results: A5 = 7.5% to 12%.

Figure 4
(2) The stone impact test project requires 88J/R40. In Fig. 4, the cylindrical weights with a weight of 8.8 kg and a radius of R40 are used to strike the oil sump from a height of 1 m without cracks. The actual coloring method was used to verify that there was no crack.
(3) Hardness test The bottom of the oil sump (2 in Fig. 4 is the detection area) requires 60 to 65HB, and the hardness of the peripheral flange bolt mounting hole (flange surface area) is not less than 80HB. The actual test results are in line with the requirements.
Failure mode of heat treatment process
1. When the sample is tested for elongation, the elongation is less than 7%.
The material of the oil pan of EA111 engine is aluminum alloy AlSi10Mg. Among the chemical components, the components which have great influence on the elongation after heat treatment are Mg, Cu and Fe. The material standard DIN EN1706 requires w Mg 0.2%~0.5. %, w Cu 0.1% maximum, w Fe 1.0% maximum, through the experience of the German partner company and our company's practice, we control the Mg content in w Mg =0.35%~0.5%, Cu content is controlled at w Cu =0.05% The maximum Fe content is controlled at w Fe = 0.75% to 0.95%. By strictly controlling the chemical composition of the material, and cleaning and cleaning the holding furnace in time to ensure the cleanliness and purity of the material, the casting can reach the requirement of elongation of 7% after softening by heat treatment.
2. It is unavoidable that the pores in the partially foamed die-cast part of the casting after heat treatment, but if the pores appear in the heat treatment area, the gas rapidly expands when heated at 500 ° C, and bubbles appear on the surface of the part, resulting in scrapping of the parts. Therefore, it is required that in the die casting process before the heat treatment, the porosity of the part must be less than 4%, and the area to be heat-treated at the bottom of the oil pan should not have pores. In order to ensure that the porosity of the die-casting oil slab blank is less than 4%, we use the Italian-Italian OL1200T die-casting machine to install two vacuum valves on the mold for vacuum die-casting, as shown in Figure 5, and in the die-casting mold. The heating oil passage is processed, the external mold heater is used, and the constant temperature die casting is used to ensure the stability of the die casting process, as shown in Fig. 6.

Figure 5
Image 6
Hydraulic Diaphragm Metering Pumps
As
the name suggests, Diaphragm Metering Pump using a special design and
processing of flexible diaphragm instead of the piston, under the action
of the drive mechanism to achieve reciprocating motion, complete the
suction - discharge process. Due
to the segregation of the diaphragm, the isolation between the metering
fluid and the driving lubrication mechanism is realized in the
structure. High-tech structural design and the selection of new materials has
greatly improved the service life of the diaphragm, coupled with
excellent corrosion resistance of composite materials, diaphragm
metering pumps become the main application of fluid measurement pump
type.
In the diaphragm-type metering pump family members, the hydraulic diaphragm metering pump/refineries hydraulic metering pump/Hydraulic Diaphragm Metering Pumps as a result of the use of hydraulic oil evenly drive the diaphragm, to overcome the mechanical direct drive mode under the pump diaphragm too concentrated shortcomings, to enhance the diaphragm life and working pressure ceiling. In order to overcome the single diaphragm metering pump may occur due to damage caused by the diaphragm damage, and some metering pumps equipped with a diaphragm breakage sensor to achieve the diaphragm when the automatic chain protection; with double diaphragm structure of the pump head to further improve its safety Sex, suitable for security protection is particularly sensitive to the application.
If you want to buy Mechanical Diaphragm Metering Pump, Solenoid Diaphragm Metering Pump, Water Treatment Dosing Pump, Plastic Chemical Diaphragm Metering Pump, please contact us.
Hydraulic Diaphragm Metering Pumps,Industrial Hydraulic Diaphragm Metering Pumps,Hydraulic Diaphragm Metering Dosing Pumps,Seko Hydraulic Diaphragm Metering Pumps,Refineries Hydraulic Metering Pump
Zhejiang Ailipu Technology Co., Ltd. , https://www.alipu.com