Pursuing quality and output efficiency is the eternal theme of the company. In the process design of the production line, how to shorten the invalid working time, reduce the manufacturing cost and improve the output efficiency under the premise of ensuring the processing quality of the parts is the core content of the process design, and also the embodiment of the lean production idea.
In the industrialization of the first three phases of Shenlong Company, there are three types of production lines for the TU series engine cylinder heads (see table below).
Production line overview 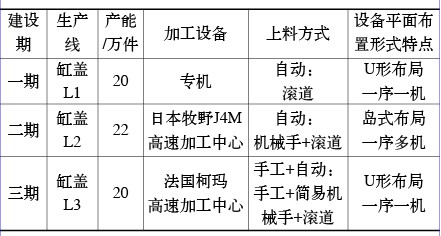
The above production lines have their own characteristics. In the first phase of investment, the product variety was single, and the special machine production line was selected. In recent years, with the continuous updating of product varieties, the production mode of enterprises has gradually become flexible, and the production equipment of the second and third phases has been transferred from a special type to a CNC machining center. In the process of equipment transformation, the output efficiency of the production line has received the attention of the factory. This paper combines the experience in practice, analyzes and summarizes several difficult problems in the production process, from the perspective of quality assurance means, shortening the ineffective working time, improving the output efficiency of the production line, and exploring the process design ideas for the production of new aluminum cylinder heads. .
Reasonable use of high speed, flexible cutting equipment
With the continuous growth of automobile production and sales, the market competition has intensified, and the pace of transformation of varieties has been relatively fast. The cylinder head is the most varied part of the engine structure. At the same time, the engine cylinder head is gradually replaced by aluminum alloy instead of cast iron material. Therefore, the production line should consider equipment with high flexibility and high production efficiency.
With advances in technologies such as drive, control, materials, tools, testing and safety, high-speed machining center equipment is becoming more and more widely used, and its performance is stable. It is a very good choice for the production of large-volume aluminum engine cylinder heads. The company's cylinder head L2, L3 production line has selected a high-speed machining center.
High-speed machining mainly reflects the following advantages:
1) Aluminum cylinder head processing is suitable for high-speed cutting, improving machining efficiency and shortening the cycle of the process, especially the processing of 24 φ3mm small lubricating oil holes on the cylinder head.
2) High-speed cutting processing is beneficial to reduce the heating deformation of the workpiece during the machining process, especially in the milling process. Due to the reduced heat generation, the workpiece temperature is small, the processing size is stable, and the damage to the tool and equipment is small. The cylinder head is a typical thin-walled box-like part, which is apparent in the processing of the cylinder head combustion chamber surface.
3) High-speed cutting, the surface roughness quality and accuracy of parts are easy to guarantee, such as hydraulic tappet holes, cam bearing holes and other surface quality requirements are very high.
4) It is convenient to realize multi-variety production in the production line, facilitate the transformation of varieties and reduce the cost of variety change (the cylinder head L2 line can be used for mixed production of four varieties, and the L3 line can complete the production of two varieties).
5) It is convenient to adjust the cutting parameters, which is beneficial to optimize the processing quality and improve the tool life.
6) The characteristics of “central processing†of high-speed machining center can significantly shorten the auxiliary time of tool change, parts loading and unloading, positioning, clamping and so on, and improve output efficiency. However, high speed is not necessarily efficient, which requires a comprehensive evaluation. On the one hand, the price difference between the high-speed machining center and the ordinary machining center is large; on the other hand, whether the tool and the material to be processed (such as the valve seat ring and the conduit material of the cylinder head are powder metallurgy materials) are suitable for high-speed cutting, it needs to be based on the actual tool. The level, as well as the difference between the material being processed and the content of the process, the reasonable selection of the processing center of the corresponding speed, which can reduce the input cost and increase the ratio of output to input. Experience has shown that the spindle speed of the machining center of the aluminum cylinder head line is ideal from 16 000 to 24 000 r/min.
Production line layout
1. Give full play to the inherent advantages of machining center equipment
With the large-scale application of high-speed CNC machining center equipment, how to give full play to the performance of the equipment during the process design, I believe that the process concentration is a significant advantage of the machining center equipment.
The process concentration is convenient to adopt the “one-order multi-machine†scheme, and more processing contents are concentrated in one process. To ensure the beat of the production line, multiple CNC machining centers are used to complete the process. The planar arrangement often uses a "parallel (island)" structure. Our company's cylinder head L2 line and L3 line use high-speed machining center. The cylinder head L2 line is a parallel arrangement of "sequence and multi-machine". The cylinder head L3 line is a "single-single-machine" series U-shaped arrangement.
Production practice experience proves that the cylinder head L2 line has more advantages in terms of output efficiency and lower production cost, mainly in:
1) It can shorten the time loss of equipment failure and improve the comprehensive utilization rate of equipment. If one device fails, the remaining devices can still work normally, and the loss of invalid time is only 1/n (n is the number of processing equipment in this process).
2) Conducive to problem analysis, the processing of the same process content is comparable, and the time for analyzing the problem can be shortened.
3) It can reduce the number of tool spares and reduce the cost of tool inventory. For the equipment of “one machine and one machineâ€, each tool should be spared three sets; for the equipment of “sequence and multi-machineâ€, since the processing content is the same, each tool only needs to spare 2n+2 sets (n is the same number of devices).
4) Due to the concentration of process content, the positioning and clamping link errors are reduced, which is beneficial to ensure machining accuracy and improve part quality.
5) Under the condition of the same type of equipment, the total number of "one-sequence multi-machine" line equipment can be less or the same in the production line of "one sequence multi-machine" and "one sequence single machine".
6) It can shorten the length of the production line and save the floor space (compared when the capacity and equipment are the same).
7) In the case of non-stop production, it is convenient to adjust the equipment to ensure production and debugging.
8) Helps reduce operator.
2. "Sequence and multi-machine" reasonable choice of feeding method
The process layout of “sequence and multi-machine†is usually done by mechanical hand-feeding method, manual + power-assisted pneumatic spreader feeding method and manual + power-assisted turning board. Each method has its own advantages and disadvantages.
The advantage of the mechanical hand-feeding method (such as the cylinder head L2 line) is that a single robot can complete the loading of one or more equipments; it is easy to grab heavy parts, accompanying pallets, etc., and easy to realize multi-varietal mixed-flow production; Low labor intensity, labor saving, and easy control of process tempo. The disadvantage is that the investment cost of the production line construction is high (10 large-span dual-arm manipulators are used in the L2 line of the cylinder head); the reliability of the manipulator operation is high, and once the fault occurs, the line will be stopped, affecting the output rate; Poor, the position is easy to drift, it is easy to cause bruises on the parts of the parts; the degree of automation is high, and the maintenance technology is difficult.
The advantage of manual + power pneumatic spreader feeding method (simple manipulator, such as cylinder head L3 line) is that the single-piece spreader has lower manufacturing cost, easy to grab heavy parts, accompanying pallets, etc., and easy to realize mixed production of multiple varieties; A single pneumatic spreader can complete the loading of one or more equipment. The disadvantage is that manual intervention is required, and the labor intensity is large; if multiple equipments are required to share a spreader, the layout of the plane is more difficult; if one machine and one spreader, the number of complete line configurations is large, the cost increases, and the total number of faults rises (such as cylinder Cover L3 line).
The advantage of manual + assisted flipping (see Figure 1) is that the structure is simple, the manufacturing cost is low, the layout is convenient, and the operator can visually inspect the processed parts. The disadvantage is that the parts are in contact with the flipping plate, which is easy to cause the aluminum cylinder head contact surface to be scratched, and the finishing process is used with caution; the manual intervention is required, the labor intensity is large, and the heavier parts are not applicable.

Figure 1 manual + power assisted sheet feeding method
3. The layout of the line edge inspection tools should be as short as possible to reduce the invalid output time.
During the production process, the parts require a first piece inspection and an intermediate inspection. In the past, parts were usually placed on a dedicated inspection table for inspection, which was time consuming and labor intensive. Can it be optimized from the perspective of the layout of the production line? For the production line of manual loading and unloading, the author believes that the inspection tool should be optimized to the raceway next to the loading and unloading position (see Figure 2) and the nearest inspection. The utility model has the advantages that the transit time of the parts can be shortened, the labor intensity of the transfer can be reduced, and the probability of collision of the parts transport inspection can be reduced; in particular, the inspection of some inclined angle positions on the cylinder head (such as a duct, a valve seat and a hydraulic tappet hole) is more convenient. .

Figure 2 The gauge is placed on the raceway next to the operating position
Elevator Complete Control System
OTIS Elevator Complete Control System, Thyssen Elevator Complete Control System, KONE Elevator Complete Control System, GiantKONE Elevator Complete Control System, ThyssenKrupp Elevator Complete Control System, Schindler Elevator Complete Control System, XJ Schindler Elevator Complete Control System, Xizi OTIS Elevator Complete Control System, Mitsubishi Elevator Complete Control System, Shanghai Mitsubishi Elevator Complete Control System, Fujitec Elevator Complete Control System, Hitachi Elevator Complete Control System, Toshiba Elevator Complete Control System, Hyundai Elevator Complete Control System, LG Elevator Complete Control System, Sigma Elevator Complete Control System, Express Elevator Complete Control System, GUANGRI Elevator Complete Control System, FUJI Elevator Complete Control System, BLT Elevator Complete Control System, CANNY Elevator Complete Control System, SJEC Elevator Complete Control System, KOYO Elevator Complete Control System, IFE Elevator Complete Control System
Elevator Control System, Elevator Controller Cabinet, Elevator Control Cabinet, Elevator Controller, Elevator Complete Controller, Elevator Complete Control System, Elevator Control Panel
CEP Elevator Products ( China ) Co., Ltd. , https://www.zjelevatordoorsystem.com