1. The problem arises
As a manufacturer of petroleum equipment products, our company's products are mainly made of alloy structural steel. To meet the mechanical properties of the products, more than 90% of the company's steel needs heat treatment, most of which need to be quenched and tempered, such as drilling. Rod joints, directional joints, screw drill parts, etc. Quenching and tempering is a relatively complex process in the field of metal heat treatment, namely quenching + high temperature tempering. The purpose is to improve the comprehensive mechanical properties of metal materials and meet the design requirements of product performance. However, in the process of detecting the workpiece after quenching and tempering, it is found that the workpieces treated under the same working conditions often have uneven hardness. Some parts of the workpiece need to be reworked every time. After a long time of tracking observation, it is found that there is a problem in the quenching process. The quenching process is shown in Figure 1.
According to the quenching theory analysis, the cooling process of the workpiece in the quenching cooling medium is generally divided into three stages: vapor film stage, boiling stage and convection stage. When the workpiece has just been quenched into the medium, a vapor film is formed on the surface of the workpiece, which isolates the workpiece and the surrounding cooling medium. The vapor film is a poor conductor of heat. At this stage, the cooling rate of the workpiece is slower and boiling. In the stage, the thickness of the vapor film is continuously reduced until it is broken, and the medium is in direct contact with the workpiece, causing intense boiling, continuously escaping bubbles, and taking away a large amount of heat, which is the stage of maximum cooling rate, and is also the quenching stage in the true sense. In the quenching process, in order to shorten the residence time of the workpiece in the vapor film stage, in the design of the quenching tank, in order to increase the flow speed of the quenching cooling medium, uniform the medium temperature, improve the cooling capacity of the quenching cooling medium, and increase the stirring device (see figure 1).
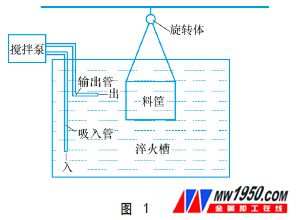
However, the use effect of the stirring device is not satisfactory. The specific process is as follows: after the workpiece is discharged, the basket for placing the workpiece is lifted by a crane, and is placed into the quenching tank, and the low temperature medium is sucked into the bottom of the quenching tank by a stirring pump (head 40 m). It is directly impacted on the basket after being discharged from the output tube. During the quenching process, the quenching cooling medium can only move up and down after being placed in the quenching furnace. Since the workpiece of the output tube is always in contact with the fast flowing medium and is in contact with the low temperature medium at the bottom of the trough, the quenching effect is better, and the opposite is true. On the one hand, the flow velocity of the medium is slowed down due to the hindrance of the basket, so that the cooling rate of the workpiece is greatly reduced, especially when the amount of single quenching is large, which reduces the cooling rate of the workpiece, resulting in quenching of the same batch. Not uniform.

2. Problem improvement plan
According to the above analysis, the main reason for the uneven quenching hardness of the same batch of workpieces is that the cooling rate of the workpiece is inconsistent, the cooling rate is fast, the quenching effect is good, and the other side has a slow cooling rate and quenching effect. Poor, causing uneven quenching hardness of workpieces in different parts of the same batch, so the ideal quenching process should be able to uniformly contact the high-flow low-temperature medium around the entire basket. To this end, we have designed a quenching tool - the rotating body, which is placed on the upper part of the basket when used (see Figure 1). The structure of the rotating body is shown in Figure 2.
The tooling uses a combination of a thrust bearing and a deep groove ball bearing. The thrust bearing is subjected to a downward pulling force (weight of the workpiece and the basket), and the deep groove ball bearing is subjected to radial pressure. During the quenching, the position of the material basket in the quenching tank is adjusted, so that the outlet direction of the output pipe is offset from the center of the basket by a distance, and the impact force formed by the stirring pump is used to generate a certain torque, thereby causing the basket to rotate, so that the entire basket is circumferentially oriented. Can reach large flow low temperature media to achieve the desired results.
3. Conclusion
(1) The tooling changes the original quenching mode, so that the basket moves from a single up and down during the quenching process to a combined movement around the center of the hook and up and down, increasing the cooling rate of the workpiece and improving the quenching. quality. By tracking the quenched workpieces with multiple heats, the quenching quality is greatly improved compared with the past, especially the quenching effect of the large furnace is more obvious, and the pass rate is 95%.
(2) The stirring speed is appropriately controlled, and the stirring speed is too large, and eddy current is easily formed at the change of the cross-section of the workpiece, resulting in uneven local cooling.
About the author: Wei Kailong, Huo Huanzhi, Dezhou United Petroleum Machinery Co., Ltd.
Vibration Sensor
The vibration sensor(Vibration Transmitter) is one of the key components in the testing technology of Vibration Measurement. Its main function is to receive the mechanical quantity and convert it into a proportional electric quantity. Because it is also an electromechanical conversion device. So we sometimes call it a transducer, a vibration pickup, etc.
Commonly used vibration sensors are as follows:
1. Piezoelectric resonant
The piezoelectric sheet is used to receive the vibration signal, and the resonance frequency of the piezoelectric sheet is relatively high. In order to reduce the resonance frequency, it is realized by increasing the mass of the piezoelectric sheet vibrating body, and using a spring ball instead of an appendage to reduce the two resonance frequencies and enhance the vibration effect. Its advantages are high sensitivity and simple structure. However, the signal needs to be amplified and sent to a TTL circuit or a single-chip microcomputer circuit, but it is enough to use a triode single-stage amplification
2. mechanical vibration
In the traditional vibration detection method, after being vibrated, the spring ball vibrates at a reduced amplitude for a long time, and this vibration is easy to be detected by the detection circuit. The vibration output switch signal is determined by the output impedance and the resistance value of the matching output. According to the input impedance of the detection circuit, it can be made into a high-impedance output mode.
3. Micro Vibration Sensor
The mechanical vibration sensor is miniaturized, the vibration body is carbonized and sealed, and its working performance is more reliable. The output switching signal is directly connected with the TTL circuit and or the input circuit of the single-chip microcomputer, and the circuit structure is simple. The output impedance is high, and the quiescent working current is small.
Advantages of Vibration Sensors
1. Small size and light weight. It can be applied to some vibration test systems that are greatly affected by the additional mass.
2. It has a wider response frequency range of 4Hz-2000Hz than the magnetoelectric speed sensor, and the mechanical moving parts are not easy to damage
If you have any questions about the vibration sensor, please contact us, we will provide you with professional and timely answers.

Vibration Sensor,Accelerometer Sensor,Velocity Sensor,Accelerometer Vibration Sensor
Wuxi Winsun Automation Instrument Co., Ltd , https://www.winsunwx.com