In lathe machining, the threading is a common procedure. The threading of the medium and short length threads is usually machined by a threaded clamp (with a circular die on the clamp) mounted on the tailstock, and the length of the machining depends on the fixture. The length of the upper guide groove. The threaded thread of the long thread cannot be machined with the above-mentioned jig, because the length of the long threaded workpiece is long, and the end of the workpiece is shaken when rotating, and it needs to be supported by the tip of the tailstock. Therefore, the long-threaded workpiece is difficult to machine with a threaded clamp mounted on the tailstock. To this end, we have designed a fixture that can machine longer threads.
1. Structure of the fixture
The structure of the clamp is as shown in Fig. 1. The movable part consisting of the circular die 3, the replaceable sleeve 2 and the moving sleeve 7 is composed of the clamp body 4 and the guide block 5, and is a fixed component of the clamp, which is mounted on the knife holder. . The moving part can move axially within the fixed part along the guiding groove on the moving sleeve 7.
2. How to use the fixture
Before machining, adjust the center of the circular die to be concentric with the center of rotation of the workpiece (spindle). After holding the workpiece with the special tip on the tailstock (see Figure 2), move the saddle to the left and apply an axial force. The circular die begins. The thread is threaded and moved to the left together with the moving part. After the moving part moves a certain distance, in order to prevent the moving part from coming off the fixed part, the saddle is moved to the left, so that the moving part can move in the guiding groove in the fixed part. A distance. This cycle is repeated until the threading is completed.
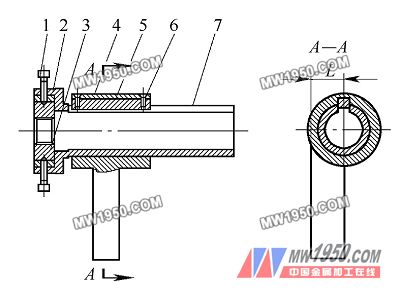
Figure 1 fixture
1. Screw 2. Replaceable sleeve 3. Round die 4. Clip specific 5. Guide block 6. Countersunk head screw 7 Move sleeve

Figure 2 top
After the thread is finished, the workpiece is reversed. As the circular die is withdrawn, the saddle should also be manually moved to the right to avoid the jamming of the movable part and the fixed part, causing damage to the fixture or machine tool.
3. Conclusion
Since the clamp is mounted on the tool holder, the top end of the tailstock can be used to support the workpiece during the machining, the workpiece is prevented from shaking, and the longitudinal movement of the saddle is skillfully borrowed, so that the thread can be processed with the length of the clamp. The length of the guide groove is limited to produce longer threads.
For more exciting articles, please refer to "Metal Processing" Cold Processing 2008 No. 2

Outdoor Wall Sconce,Outdoor Lamp Wall Sconce,Outdoor Wall Lantern,Modern Outdoor Wall Lamp
Zhengdong Lighting Co., Ltd. , https://www.sundintlighting.com