3.2 Sub-assembly control plan
The number of revolutions and angle of the screw rotation are based on the servo motor (ie, the angle of rotation of the servo motor). The speed and rotation angle of the motor are determined by the pulse signal output by the motor driver. The output of the driver is controlled by the PLC, and the PLC is Controlled according to the manually set capacity. Through the parameter setting of the friendly human machine interface (HMI) of the touch screen (mainly the volume setting, the volume adjustment, the speed setting, etc.), the command can be transmitted to the PLC to control the operation of the entire system.
It can be seen from the above analysis that the amount of the loaded drug is determined by the number of rotations of the servo motor; the speed of the loading machine is related to the speed of the conveyor, in addition to the speed of the loading; The control of the process motion parameters, together with the detection of the vial in place and the movement of the positioning mechanism, are all realized by PLC. In addition, a man-machine dialogue tool is required. The device is selected from the Delta B series. The touch screen, the specific motion control system configuration is shown in Figure 2.

Figure 2 Delta servo motion control configuration
3.3 Human Machine Interface Design
The control mode is divided into two interfaces: manual debugging and automatic operation, as shown in Figure 3 and Figure 4, respectively. According to the packing and quantitative process, the parameters related to the packing (and the servo-related) are set. In order to prevent some bottles from facing up, the medicine will fall on the conveyor belt when adding. "Set to prevent accidents from happening."

Figure 3 automatic operation screen
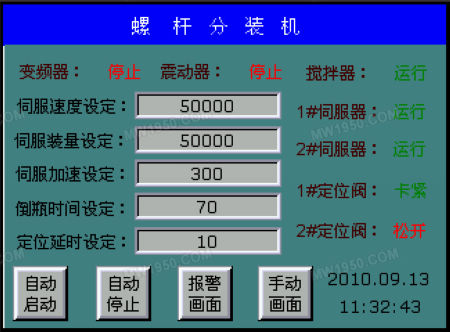
Figure 4 manual operation screen
The manual operation interface only configures the buttons of various operations. The only thing worth noting is the operation mode of the server. Due to the need of manual adjustment, the operator usually wants the server to temporarily stop after running a certain amount of charge. Then run the same charge, which is easier to operate and observe. This requires monitoring the servo motor status using the pulse flag. The PLC program based on Delta DVPEH2 is as follows:
480 | LD | M40 | |||
481 | DDRVI | D3000 | D3002 | Y0 | Y1 |
498 | MPS | ||||
499 | ANI | M1336 | |||
500 | AND | M41 | |||
501 | RST | M40 | |||
504 | MPP | ||||
505 | AND | M1000 | |||
506 | OUT | M41 | |||
507 | LDF | M1336 | |||
508 | SET | M50 | |||
509 | LD | M50 | |||
510 | AND | M51 | |||
511 | TMR | T20 | D10 | ||
513 | LD | T20 | |||
514 | RST | M50 | |||
515 | SET | M40 |
4 Conclusion
The servo-based screw dispensing equipment control system uses a full set of Delta products, which has very good compatibility. The equipment runs smoothly and the bottling speed reaches 125 bottles/minute, which exceeds the original requirement of 120 bottles/minute. design standards.
| Previous page | 1 | 2 |
H1035
Width : 1035mm
Efficient width : 960mm
Thickness : 1.5mm, 2.0mm, 2.5mm, 3.0mm
Length : customized
Aplication : villa, residential roof, etc.
H1075
Width : 1075mm
Efficient width : 1000mm
Thickness : 1.5mm, 2.0mm, 2.5mm, 3.0mm
Length : customized
Aplication : villa, residential roof, etc.
High Wave UPVC Roof Sheet,Corrugated Roof Panels,Corrugated Plastic Panels,Corrugated Plastic Roofing
FOSHAN CHANCHENG XINGFA TILE INDUSTRY CO., LTD. , https://www.upvcsheetsupplier.com