Foreword
CNC machining has become the mainstream processing method in today's manufacturing industry. Manual programming plays a big role in the machining of general mechanical parts. It is short, readable and easy to get started. But for complex 3D surfaces, especially mold cavity parts, manual programming is not enough. Although it is possible to program some regular 3D surface programs with macro programs, cumbersome mathematical calculations remain a major problem. Therefore, CAD/CAM automatic programming software is widely used in machining, especially in mold processing enterprises.
Commonly used automatic programming software includes foreign Mastercam, Pro/E, Ug, Cimatron and domestic Caxa manufacturing engineers. The CAM part of these softwares contains a large number of machining process knowledge and manual programming principles. If the machining process common sense and manual programming skills can be integrated into the application of programming software, the programmed program will conform to the actual production and improve the production efficiency, thereby greatly improving the programming ability and enhancing the software use efficiency.
Caxa manufacturing engineers are efficient, easy to learn, and inexpensive, and they have a large market in state-owned enterprises, especially in the teaching and training of numerical control technology. This article takes the Caxa manufacturing engineer as an example and explores it from four aspects.
1. Lower knife method
1.1 External boss processing As shown in Fig. 1, when processing an open outer boss, it can be processed by "planar contour machining". Generally, the tool is selected from the P1 point outside the solid material of the blank (A'B'C'D'), so that the vertical lower knife and the straight cut-in cutting method can be adopted. If you choose to cut the knife from a certain point on the surface of the solid material, you can only use the spiral lower knife method or the straight progressive method. Otherwise, you need to pre-drill the hole (that is, first drill a small hole with the drill bit, then use the end mill to The lower hole is cut vertically in the pre-drilling hole to perform the cutting process on the plane). If you don't understand this, you can use the cutter directly as a drill bit to directly damage the tool.
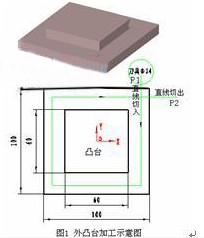
Assuming that the size of the blank A'B'C'D' is 100*100 and the size of the boss is 60*60, using the Φ24 end mill, the manual programming corresponding to the vertical lower knife is:
G00Z50
X42Y65 (P1 point outside the entity)
Z-2 (vertical lower knife, cutting depth 2mm)
G01Y-42F300 (straight cut)
......
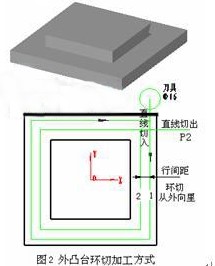
If a smaller milling cutter is used, for example with a Φ16 end mill, multi-knife machining (ie multi-row machining) is required. As shown in Fig. 2, for such an external boss, a "cutting from the outside to the inside" mode should be adopted. This not only ensures that the knife is removed from the outside of the body, but also facilitates the reservation of the finishing allowance. For flat-bottom knives, the line spacing (distance between rows and rows) at the time of rough cutting can be taken as (0.7 to 0.8)% of the diameter of the tool.
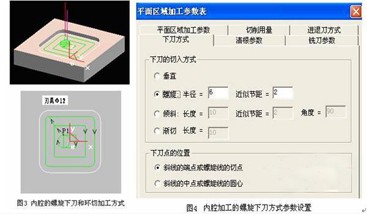
1.2 Inner cavity machining
When machining a concave cavity, it is inevitable to cut the upper and lower knives from the solid material. If the part is machined on a CNC machining center, a small hole can be pre-drilled with a center drill and then machined in a "planar area machining" mode. If it is processed on a common CNC milling machine, there is no need to pre-drill, and the “spiral undercut method†is used directly to perform the plane machining (saving the tool change time), as shown in the figure.
PT100 PT1000 Temperature Sensor
Here you can find the related products in PT100 PT1000 Temperature Sensor, we are professional manufacturer of Pt100 Pt1000 Temperature Sensor,Non Contact Temperature Sensor,Rtd Pt100, Temperature Sensor. We focused on international export product development, production and sales. We have improved quality control processes of PT100 PT1000 Temperature sensor to ensure each export qualified product.
If you want to know more about the products in PT100 PT1000 Temperature Sensor, please click the product details to view parameters, models, pictures, prices and other information about Pt100 Pt1000 Temperature Sensor,Non Contact Temperature Sensor,Rtd Pt100, Temperature Sensor.
Whatever you are a group or individual, we will do our best to provide you with accurate and comprehensive message about PT100 PT1000 Temperature Sensor!
Pt100 Pt1000 Temperature Sensor,Non Contact Temperature Sensor,Rtd Pt100, Temperature Sensor
Xi'an Gavin Electronic Technology Co., Ltd , https://www.gaimc-meas.com