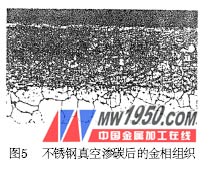
2. Stainless steel carburizing
In order to impart high wear resistance to stainless steel excellent in corrosion resistance, it can be realized by vacuum carburization without being restricted by equipment conditions. Figure 5 shows the microstructure of 0Cr18Ni9 after 1050 °C, 50min carburization, layer depth 0. 2mm, hardness up to 700 ~ 800HV.
3. Vacuum carburizing of the mold
In order to further increase the carbide content of the surface layer of the Cr12MoV steel mold to improve the wear resistance, high-concentration carburization can be achieved under the conditions of high temperature and high carbon potential by vacuum carburizing. Figure 6 shows the surface metallographic structure of the Cr12MoV mold after carburization at 1030 °C.

Fourth, vacuum carbonitriding
1. Progress in carbonitriding technology
Gas carbonitriding is a traditional heat treatment technique that was extensively studied in the 1960s and widely used in the 1970s. This technique can reduce the quenching temperature appropriately by lowering the critical point (A1, A3) of the steel due to the infiltration of nitrogen, and provides the possibility of further reducing the quenching deformation. Nitrogen infiltration also increases the hardenability, so in addition to alloy steel, carbon steel can also be carbonitrided and oil quenched to improve hardness and surface wear resistance. These two characteristics are also the technology The reason for widespread application. The infiltration agents used in this technology are: 1 ammonia + kerosene. 2 endothermic atmosphere + rich gas + ammonia. 3 Nitrogen-based atmosphere + methanol + propane + ammonia. Co-infiltration mechanism: no matter which kind of infiltrant has oxygen-containing medium, C and N infiltrate into the metal at the same time, the chemical reaction on the metal surface, and the diffusion of C and N into the metal interior are balanced. From the results of co-infiltration, the layered structure There is a grain boundary oxide layer.
Since the end of the 20th century to the beginning of this century, a pre-vacuum carbonitriding technology has emerged. From the C and N sources and the method of using the infiltrant, the co-infiltration mechanism and the results are the same as the gas carbonitriding. There is still an oxygen-containing medium in the infiltrant. There is still a surface grain boundary oxide layer in the layered structure, which cannot be eliminated. However, due to the use of vacuum exhaust and sealing technology, this method not only shortens the process, improves the efficiency, but also slightly reduces the amount of infiltration agent used, and the depth of the grain boundary oxide layer is also reduced. According to the relevant information, it can be reduced by 50%.
Since the turn of the century, H. Altena and F. Schrank have introduced new technologies for introducing propane and ammonia into vacuum furnaces to improve the surface hardness of alloy steels and non-alloy steels, and to influence the surface carbon of the metal by controlling the process in vacuum. The nitrogen concentration and the depth of the layer indicate the process and influencing factors of carbon and nitrogen infiltration, and the concept of equipment is reported. The Japanese patent disclosed in 2004, the new technical characteristics mentioned in the patent: in the vacuum furnace, the workpiece is heated to the carburizing temperature, the carburizing gas is introduced to carburize and diffuse, and then the temperature is lowered, and then the furnace is in a vacuum state. Nitriding is carried out through the nitriding gas. Carbon steel or case hardened steels can achieve the required surface hardness, depth and toughness with this new technology. This patent has been reported in the mass production of automotive parts.
2. Characteristics of vacuum carbonitriding
There is no oxygen-containing medium in the vacuum (low pressure) carbonitriding infiltration agent (hydrocarbon + ammonia), and the chemical reaction on the metal surface is a one-way decomposition reaction under vacuum of 100 to 3000 Pa, where C and N The infiltration is at the same time, or C first, after N, the statement is different. However, in the carbonitriding process, once the gas supply is stopped, the surface layer C continues to diffuse into the metal, exhibiting a non-equilibrium state; and N overflows from the metal surface, exhibiting an equilibrium state, or N which has penetrated the metal at this time. At the same time, it diffuses into both the inner and the surface of the metal, and these characteristics have an important influence on the process. In addition to the characteristics of carbonitriding of retained gas in vacuum carbonitriding, there is no oxygen-containing medium in the infiltrating gas. The grain boundary oxide layer can be eliminated in the layered structure, the co-infiltration pressure is low, the amount of infiltrating gas used is small, and exhaust gas is discharged. The amount is also greatly reduced.
V. Application of vacuum carbonitriding technology
Application object
Suitable materials: It can be used in low carbon alloy steel (including alloy structural steel, alloy carburized steel), and can also be used in widely used carbon steel and powder metallurgy steel. Medium carbon steel, Cr steel, Ni-Cr steel, Ni-Cr-Mo steel, etc. are recommended for parts with large loads. Suitable for parts requiring wear resistance and fatigue strength, such as various gears, shafts, washers (sheets), bushings (sets), ring gears (discs), oil pump nozzles, rollers, bearing caps, sprockets ), clutches, gate valves, pins, screws (female, rod), etc.
2. Application examples
Name: Precision gear (5 grade); Material: 20CrMo. Technical requirements: Hardened layer depth 0. 15 ~ 0. 30mm; hardness (550 ± 50) HV; internal hole deformation: ≤ 0. 01mm, can not form a bell mouth.
Previous Next
Brushed Brass Door Knobs,Solid Brass Cabinet Pulls,Brass Internal Door Handles,Vintage Brass Door Knobs
Wenzhou Shenwei Hardware Co.,Ltd , https://www.cn-shwshw.com