
CNC lathe
When the beginner group of numerical control technology is training on CNC machine tools, especially the students of higher vocational colleges, although the relevant professional and technical courses have been studied, due to the lack of production practice experience, it is difficult to consider what is not comprehensive. Knowledge is applied through each other, often resulting in the fact that the parts processed by the training can not achieve the intended purpose. Now we will analyze and discuss the combination of process and programming through training examples.
1. Training conditions
(1) Real equipment: “GTC2E†CNC lathe.
(2) Program system: "SANYING" CNC lathe simulation system.
(3) Training example: sickle handle.
(4) Example blank: φ26 mm round wood.
(5) Parts drawing: The part of the file of the file is shown in the drawing.
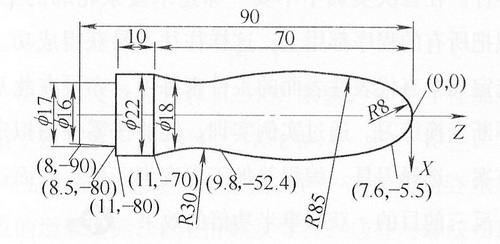
(1) First of all, we must familiarize ourselves with the pattern. The part of the part is composed of a truncated cone, a cylinder and three arc-connected curved surfaces. Determine the workpiece coordinate origin and calculate the coordinates of each vertex and the coordinates of the curve joint. See the note on the part drawing.
(2) Selecting the tool mainly considers whether the tool structure and size can interfere with the processed part of the workpiece. Once the cutting point is deviated from the tool tip during cutting, overcutting may occur. Shaped tools can be considered for smaller profile curves.
The handle is a non-single curve profile connected by three arcs. The turning of the external turning tool should consider the selection of the main and auxiliary declination of the turning tool. The size of the main declination determines the shape of the workpiece, and the selection of the declination Consider whether to interfere with the contour of the machined surface. After calculating the secondary declination should be greater than 13.4o, so choose the outer-circumferential knife and the cutting knife with the main declination of 90o and the secondary declination of 15o.
(3) According to the selected tool division process, the outer circle-biased knife is the main machining tool, and all parts that can be processed should be processed as much as possible, and then the cutter cone surface and cutting are cut, and the width of the cutting knife is considered. This can reduce the number of tool changes and compress the Lee travel time.
(4) It should also be considered to divide the process according to roughing and finishing. If the whole contour cycle program is used, the programming is simple, but there are too many freewheels in the first few cycles, which is not conducive to the high efficiency of CNC machining. Therefore, the right end R8mm ball head is first roughed by the car cone method, and then the middle R30mm concave arc is used to cycle the rough car. After rough machining removes most of the remaining amount, the surface is finished again to ensure the machining accuracy and surface roughness.
(5) Reasonable selection of cutting amount, generally under the premise of ensuring the processing quality and tool life, fully exerting the machine tool performance and tool cutting performance, so that the cutting efficiency is the highest and the processing cost is the lowest. For roughing, low cutting speed, large backing amount and feed amount are used. When finishing, high cutting speed and small feed rate are selected.
Next page
Drill Driver,Battery Drill,Impact Driver Bits,Ryobi Hammer Drill
Suzhou ZhaoCheng lithium technology Co., Ltd. , https://www.scans-tools.com