During the welding operation of the Shanghai Mingzhu Line 2 subway car body, some welding quality problems appeared. During the research and solving of these problems, some characteristics of the aluminum alloy car body welding operation were found. Corresponding improvement measures have been taken for these characteristics.
1 Overview of aluminum alloy body welding <br> Shanghai Pearl's second-line subway car body is made of aluminum alloy material, which realizes the combination of strength and light weight of subway vehicles. The main welding processes used for the welding of the car body are manual MIG welding and automatic MIG welding. The base metal, welding wire, shielding gas and welding equipment are shown in Table 1. The main chemical components of the base metal and wire are shown in Table 2.
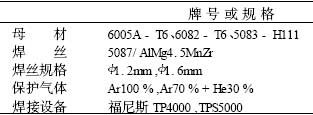
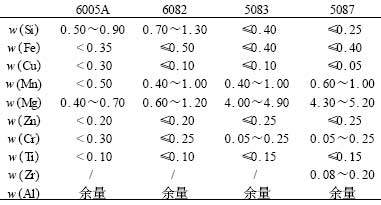
Different grades of base metal and its chemical composition
2 Requirements for the production and storage environment and the use of auxiliary materials
2. 1 Requirements for production storage temperature and humidity <br> The production and storage environment of aluminum alloy must be dustproof, waterproof and dry. The ambient temperature is usually controlled above 5 °C and the humidity is controlled below 70%.
It should be ensured that the humidity of the welding environment should not be too high. If the humidity is too high, the probability of occurrence of pores in the weld will increase significantly, thus affecting the welding quality. The violent flow of air can cause insufficient gas protection, resulting in welding vents, and a windshield can be provided to avoid the influence of indoor wind.
2. 2 Requirements for the use of welding wire and air supply hose <br> The use of welding consumables should be noted that the aluminum welding wire should be stored separately from the steel welding consumables, and the service life should not exceed 1a. After the welding is completed, the wire is taken out in the welder for sealing treatment to prevent contamination. The air supply hoses of different materials have different resistance to moisture ingress, especially when the air supply pressure is high, and the influence of the air supply hose is more obvious. It is best to use a Teflon hose for the air supply hose.
2. 3 Tooling Selection <br> Aluminum alloy welding is best to use tooling in point contact form to reduce the contact area between tooling and workpiece. If the tooling is in surface contact with the workpiece, it will quickly take away the heat of the workpiece and accelerate the solidification of the molten pool, which is not conducive to the elimination of weld pores. 5 MPa。 The pressure of the tooling hydraulic system is preferably controlled at 9 ~ 9. 5 MPa.
If the pressure is too small, the purpose of the preset anti-deformation will not be achieved, but if the pressure is too large, the degree of restraint of the aluminum alloy structure will increase. Due to the large coefficient of linear expansion of the aluminum alloy, the high temperature plasticity is poor, and large thermal stress is easily generated during welding, which may cause cracks in the aluminum alloy structure.
3 Selection of welding wire and shielding gas
3. 1 Selection of welding wire <br> For 6005A, 6082, 5083 base metal, the selected welding wire grade is 5087/ AlMg4. 5MnZr, 5087 welding wire not only has good crack resistance, excellent anti-porosity performance, but also good strength performance. . For the selection of wire specifications, the wire of large diameter is preferred. The same welding filling amount is the same weight of the welding wire, the surface area of ​​the small size welding wire of the large size welding wire is much smaller. Therefore, the surface contamination of the smaller specification welding wire is less, that is, the oxidation area is smaller, and the welding quality is easier to meet the requirements. . In addition, the wire feeding process of large diameter wire is easier to operate. For a base material having a thickness of 8 mm or less, a welding wire of 1.2 mm diameter is generally used, and for a base material having a thickness of 8 mm or more, a welding wire of 1.6 mm diameter is used. Automatic welder
1. 6 mm diameter wire.
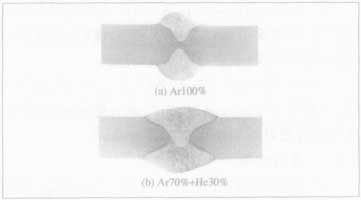
3. 2 Selection of shielding gas Ar100% is characterized by stable arc and easy arc ignition. For the base metal with a thickness of 8mm or less, Ar100% is generally used for welding. For base metal with a thickness of 8 mm and above and welds with high porosity, use Ar70 % + He30 % for welding. The characteristics of helium are: 9 times the thermal conductivity of argon, the welding speed is faster, the porosity is reduced, and the penetration is increased. For thick plate welding, the penetration of Ar100% and Ar70%+He30% is shown in Figure 1. The gas flow rate selection is not as large as possible, and the flow rate is too large to cause turbulence, resulting in insufficient protection of the molten pool, and the reaction of the air with the deposited metal changes the weld structure, degrades the performance, and the tendency to produce welded pores increases.
4 Requirements for pre-weld preparation
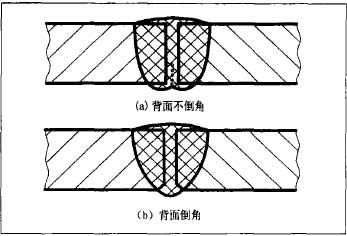
4. 1 Treatment of the groove <br> The butt weld with a thickness of less than 3 mm can be opened without a bevel. It is only necessary to pour a corner of 0.5 to 1 mm on the back of the weld to facilitate gas discharge. And avoid the back groove. The effect of chamfering on the back side on the weld is shown in Figure 2.
The groove angle of the aluminum alloy thick plate is larger than that of the steel plate. The single-edge groove generally adopts a 55° groove, and the double-sided groove adopts a 35° groove on each side. This improves the accessibility of the weld and reduces the chance of unfused defects.
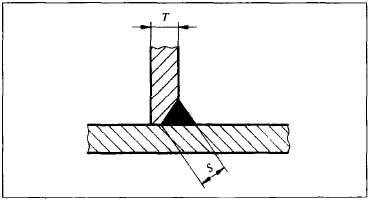
For HV or HY joints in thick T-joints, it is required to fill the groove and add a fillet weld so that the total weld size S is not less than the plate thickness T. The welding requirements for thick T-joints are shown in Figure 3.
4. 2 Pre-weld cleaning work <br> Welding aluminum alloy requires the cleanest preparation work, otherwise its corrosion resistance is reduced and it is easy to produce pores. Welded aluminum alloys should be completely differentiated from the habit of welding steel. A tool that has been used for welding steel and is strictly prohibited when welding aluminum alloy. Clean the oxide film and other impurities in the weld area, use stainless steel brush or acetone. Grinding can not be done with a grinding wheel, because grinding with a grinding wheel will only fuse the oxide film to the surface of the welding material without actually removing it. And if a hard grinding wheel is used, the impurities will enter the weld and cause hot cracks. In addition, since the Al2O3 film is regenerated and accumulated in a very short time, in order to make the oxide film affect the weld as little as possible, it should be applied immediately after cleaning.
4. 3 Preheating temperature and interlayer temperature control <br> For welding with thick plates with a thickness of more than 8 mm, preheating before welding is required, and the preheating temperature is controlled between 80 °C and 120 °C. The interlayer temperature is controlled between 60 °C and 100 °C. If the preheating temperature is too high, in addition to the harsh working environment, it may affect the alloy properties of the aluminum alloy, and the joint softens and the appearance of the weld bead is poorly formed. Excessive interlayer temperatures also increase the probability of hot cracking of aluminum solder.
5 Reasonable selection of normative parameters <br> The physical and chemical properties of aluminum alloy and steel are very different. The welding specification parameters should be tested and determined according to the welding characteristics of aluminum alloy.
5. 1 Large welding current <br> The aluminum alloy itself has a large thermal conductivity (about 4 times that of steel) and it dissipates heat quickly. Therefore, at the same welding speed, the heat input amount when welding aluminum alloy is 2 to 4 times larger than the heat input amount when welding steel. If the amount of heat input is not enough, there is a problem that the penetration is insufficient or even not fused, especially at the position where the weld starts.
5. 2 The wire feed speed should be adjusted appropriately. <br> The wire feed speed is closely related to the specification parameters such as current and voltage, and matches each other. When the welding current is increased, the wire feed speed should also be increased accordingly.
5. 3 Selection of welding speed <br> For thin plate welds, in order to avoid overheating of the weld, a smaller welding current and a faster welding speed are generally used; for thick plate welds, in order to weld the weld sufficiently and weld The gas escapes sufficiently, using a larger welding current and a slower welding speed.
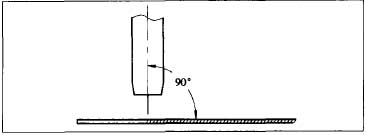
5. 4 Selection of welding gun angle <br> In the welding direction, the angle of the welding gun is generally controlled at about 90°. Too large and too small will cause welding defects. If the angle of the welding torch is too large, the gas protection is insufficient and the air hole is generated; if the angle is too small, the liquid aluminum may reach the front end of the arc, so that the arc cannot directly act on the weld seam to cause unfusion. The angle diagram of the welding torch is shown in Figure 4.
6 Conclusion <br> The quality and shape of the weld seam of the car body were inspected and controlled; the weld on the outer side of the top cover was infiltrated; the ultrasonic test of the traction beam and the bolster weld of the underframe was carried out; The dimensions were tested with a laser tracker and level. All 10 train bodies produced were qualified by Siemens experts. At present, the welding process of the aluminum alloy body has also entered a mature and stable stage. The four subway trains produced for the second phase of the Shanghai Metro Pearl Line have arrived at the Shanghai Metro Meilong Base and the commissioning operation is good.
With a small footprint and innovative design, Bike Stand for Garage Indoor Bike Storage safely suspends your bicycles and securely holds them within reach for your next ride. The frame is made of tough steel tubing in a minimalist design that keeps the stand from dominating your interior-decorating scheme. Create attractive apartment, in home or garage bicycles storage.
Simply choose the perfect place and set up your Four Bike Stand - no permanent drilling or hanging required. Built to accommodate any bike size or style, this bicycle rack supports four bikes up to 160 lbs total. Store and remove your bike in seconds and reclaim your floor space. Easily assembled in minutes with only a screwdriver, delta has designed the perfect garage bike rack wall mount. The support arms that hold up the bikes are easily movable, allowing the stand to handle bikes with sloping top tubes or complex full-suspension frames. Repositioning the arms is simply a matter of twisting them until they move freely, you`ll need no tools at all, which means that this rack is also easier than all the others to adjust once assembled.
pro-quality, versatile stand has a rock-solid base.Garage Bike Stand
Zhejiang Safewell Security Technology Co., Ltd. , https://www.safewellstorage.com